
1. Wat is een gelaste cilinder?De loop is direct aan de eindkappen gelast en de poorten zijn aan de loop gelast.De voorste stangwartel wordt over het algemeen met bouten of schroefdraad in de cilindercilinder geschroefd, waardoor de zuigerstangconstructie en de stangafdichtingen voor onderhoud kunnen worden verwijderd.Gelaste hydraulische cilinders hebben een aantal voordelen ten opzichte van trekstangcilinders.Hoewel trekstangcilinders goedkoper kunnen zijn om te produceren, worden ze meestal beschouwd als "off-the-shelf" items en hebben ze beperkte opties in termen van aanpasbaarheid.Ze zijn ook minder duurzaam dan gelaste cilinders.Gelaste carrosseriecilinders kunnen op maat worden gemaakt voor specifieke toepassingen.Gelaste cilinders hebben ook superieure afdichtingspakketten, die de levensduur van de cilinder kunnen verlengen en gunstig kunnen zijn wanneer de cilinder wordt gebruikt op locaties met verontreinigingen en verwering.Esthetisch gezien hebben cilinders met gelaste carrosserie lagere profielen dan cilinders met trekstangen en kunnen ze het uiterlijk van de apparatuur waarop ze worden gebruikt verbeteren.Omdat ze smaller zijn dan hun trekstangequivalenten, werken gelaste hydraulische cilinders goed in toepassingen waarin ruimte een factor is.
2. Hoe de laskwaliteit te controleren tijdens massaproductie?
Lasapparatuur;Bereid het lasmonster strikt voor volgens de vooraf bepaalde procesvereisten: voorverwarmen, lassen, hittebehoud en voorbereiden van het lasmonster.En het maken van een lasproceskaart als basis voor de uitvoering van het lassen;Lasmaterialen, lasdraad en lasgas zijn uniforme materialen, stabiele prestaties, hoge gaszuiverheid en nauwkeurige verhoudingen;Lasser, dient in het bezit te zijn van een lasserscertificaat;Lastest, zoals het testen van de lasnaadsterkte en ultrasoon testen om de laskwaliteit te controleren.
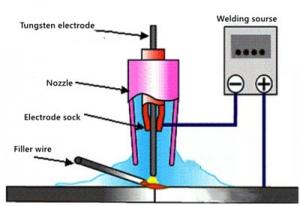
3. Lassen met gasafscherming kan worden onderverdeeld in lassen met inert gas (TIG-lassen), lassen met actieve gasafscherming (MAG-lassen). Lassen met gasafscherming (TIG- en MIG-lassen).Het is duidelijk dat argon vaker wordt gebruikt vanwege de lagere prijs, dus booglassen met inert gas afgeschermd metaal wordt ook wel argonbooglassen genoemd.Tungsten inert gas lassen is een lasproces waarbij wolfraam of wolfraamlegering wordt gebruikt als elektrodemateriaal en de boog die wordt gegenereerd tussen de elektrode en het basismateriaal wordt gebruikt om het basismateriaal te smelten en de draad te vullen onder bescherming van het inerte gas .
TIG, ook bekend als Gas Arc Welding (GTAW), is een methode om een boog te maken tussen de wolfraamelektrode en het basismetaal onder inertgasbescherming, zodat het basismetaal en het lasdraadmateriaal kunnen worden gesmolten en vervolgens gelast.Het omvat DC TIG-lassen en AC TIG-lassen.
DC TIG-lassen gebruikt een DC-booglasstroombron als lasstroombron, met extreem negatief vermogen en positief basismateriaal.Het wordt voornamelijk gebruikt voor het lassen van roestvrij staal, titanium, koper en koperlegeringen.De lasstroombron van AC TIG-lassen is van de AC-boog en de anode en kathode van het basismateriaal zijn veranderd.Oververhitting van de EP-polariteitselektrode kan de oxidelaag van het basismateriaal verwijderen, die voornamelijk wordt gebruikt voor het lassen van aluminium, magnesium en andere legeringen.
Bij TIG (GTAW) lassen kan de lasser een laspistool in één hand hebben en lasdraad in de hand, geschikt voor kleinschalig gebruik en reparatie van handmatig lassen.TIG kan bijna alle industriële metalen worden gelast, het biedt een goede lasvorm, minder slak en stof kan op grote schaal worden gebruikt in dunne en dikke staalplaten.
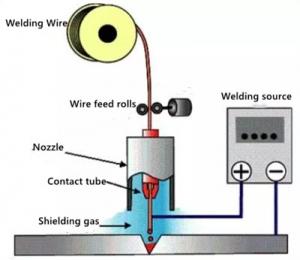
MAG-lassen (Metal Active Gas) maakt gebruik van CO₂ of een mengsel van argon en CO₂ of zuurstof (een actief gas).Het lassen van CO₂-gas wordt ook wel CO₂-booglassen genoemd.MIG- en MAG-lasapparatuur zijn vergelijkbaar doordat ze uit de toorts kunnen worden gevoerd door een automatische draadaanvoer en geschikt zijn voor automatisch lassen, om nog maar te zwijgen van handmatig lassen.Het belangrijkste verschil tussen beide ligt in het beschermende gas, het eerste wordt over het algemeen beschermd door zuiver argongas, geschikt voor het lassen van non-ferrometalen;Bij MAG-lassen wordt voornamelijk gebruik gemaakt van CO₂-gas, of met argon gemengd CO₂-actief gas, namelijk Ar+2%O₂ of Ar+5%CO₂, geschikt voor het lassen van hoogwaardig staal en hooggelegeerd staal.Om de procesprestaties van CO₂-lassen te verbeteren, kan ook CO₂+Ar- of CO₂+Ar+O₂-gasmeng- of gevulde draad worden gebruikt.MAG-lassen wordt gekenmerkt door zijn hoge lassnelheid, hoge booginitiatie-efficiëntie, diep zwembad, hoge afzettingsefficiëntie, goed uiterlijk, eenvoudige bediening, geschikt voor snel MIG-pulslassen (GMAW).
Fast is toegewijd aan de R&D en productie vanhydraulische cilindersen hydraulische systemen, klanten bedienen en werknemers een beter leven bieden.Tot op heden hebben we duizenden klanten over de hele wereld geholpen door onze expertise op het gebied van hydraulische cilinders en het ontwerp van systemen met concurrentievoordelen.
Posttijd: 16 september 2022